




重信誉A3方钢管厂家直销视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:定西安定重信誉A3方钢管厂家直销的图文介绍

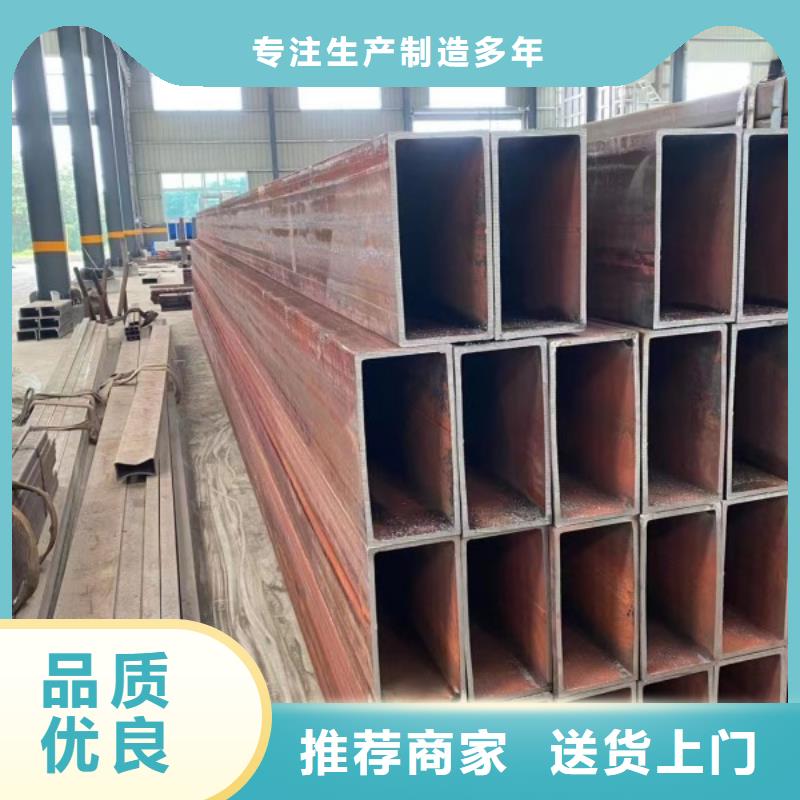
定西安定方矩管上一周的方管市场继续维持震荡下跌行情,但可喜的是,方管市场的去库存化速度有小幅的,特别是方管去库存化大幅加快,同时热轧方矩管等个别钢种库存继续回升,显示其下游方矩管需求疲软的态势难改。整体来说,方管价格虽然跌幅放大,定西安定方矩管但同时成交情况也在总体平稳中有所加速,说明下游需求释放还是以回升为主。本周是五一小长假的一周,又处于月底,因此我们认为定西安定方矩管整体可能呈现先弱后强格局。


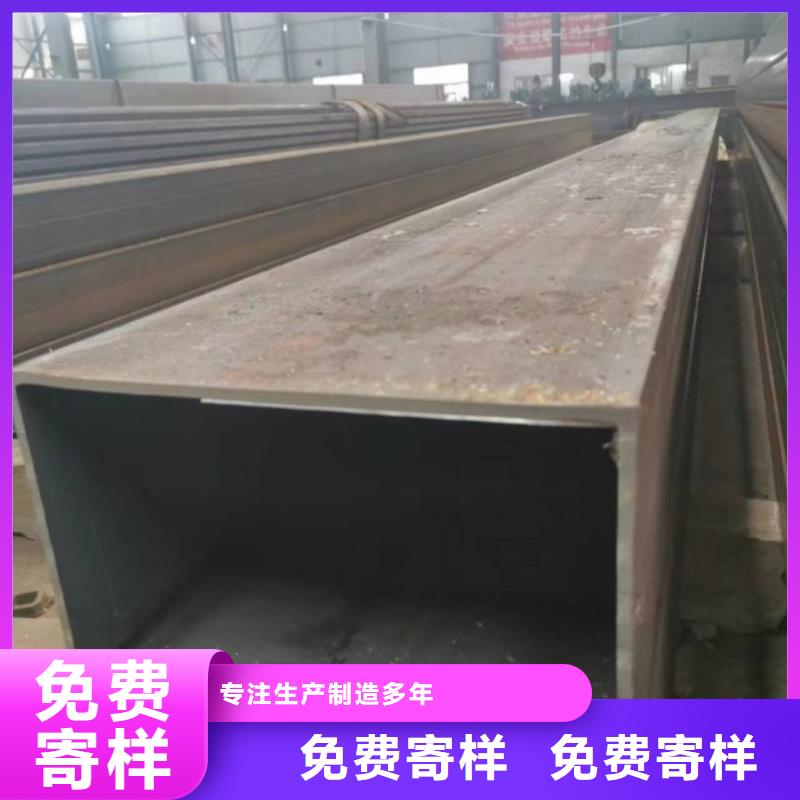
定西安定方矩管我国国内生产的方矩钢管产品较少,特别是作为高层或大跨度建筑的柱子,壁厚仍达不到使用要求,即便是宝钢钢铁工艺研究所生产的方矩钢管500mmx500mm,壁厚也只能达到19mm,因而广州新白云机场的候机楼仍采用进口的方坯管。定西安定方矩管我国在建筑上应用较多的仍是箱形梁.其由四块厚板焊接制成,壁厚要求也较高,如通常要求壁厚要达到20mm-60mm,甚至80mm、100mm等。2008年奥运会的主场馆“鸟巢”的箱形梁、柱,厚度一般都为50mm、60mm或80mm,甚至超过100mm。如果一部分能用方矩钢管代替,将带来显著的技术和经济效果国外一些生产企业由于采用特殊的生产工艺,已能够生产大壁厚的方矩钢管,定西安定方矩管这种方矩钢管与箱形梁相比,可以大大减少焊接工作量,还能减少因焊接带来的环境污染,同时钢材如抗锈等性能也更有优势,表面也更为美观。



联众物资(定西市安定区分公司)始建于2018年,厂家现位于定西安定工业园区,厂家技术力量雄厚,生产检测设备先进,人力资源充沛,管理方法科学,【无缝钢管、扁铁条、扁铁、热轧扁钢】产品质量稳定可靠,售后服务完善,是一家集科研、开发、销售、服务为一体的大型综合性【无缝钢管、扁铁条、扁铁、热轧扁钢】企业。


